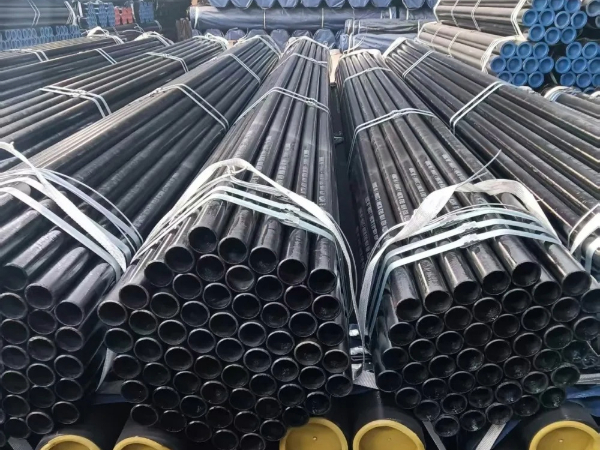
Structural Steel Pipe Introduction
|
Product:
|
Structural Seamless Pipe, Seamless Structural Pipe
|
|
Application:
|
Used in the general structure and the mechanism Industry
|
|
Size:
|
OD: 114mm-914mm
|
|
WT: 4mm-60mm
|
|
LENGTH: 5.8/6/11.8/12m
|
|
Pipe Standard:
|
ASTM A53 ASTM A519 ASTM A500
|
|
JIS G3444
|
|
DIN1629 / EN10210/10219
|
Types of Structural Steel Pipe
ERW Steel Pipe
Seamless Steel Pipe
DSAW Carbon Steel Pipe
Spiral Steel Pipe
Fence Pipe
Culvert Pipe
Structural Steel Pipe Specifications
|
Size Range
|
6NB to 1200NB IN
|
|
Schedule
|
5, 10, 20, 30, 40, 60, 80, 100, 120, 140, 160, XXS.
|
|
Length
|
Double Random, Single Random, & Cut Length
|
|
Pipe Type
|
Round, Rectangle, Square, Hydraulic, Honed Tubes
|
|
End
|
Beveled End,Plain End.
|
|
Standard
|
GB/T 8163 2008, GB/T 8162 2008, ASTM A53 Gr.B, ASTM A106 Gr.B, ASTM A210, ASTM A333, DIN2448, DIN1629, DIN17175, EN10216, EN10204, EN10297 etc.
|
|
Material
|
20#, Q345B, ST52, S355JRH, ST37, 10#, A106/A53 GR.B
|
Seamless Structural Steel Pipe Dimensions
|
Type
|
Seamless steel pipes
|
|
Specification
|
114-914MM 4 - 60MM
|
|
Diameter
|
114MM - 914MM
|
|
Thickness
|
4MM - 60MM
|
|
Length
|
According to Clients Requirements
|
|
Special pipe
|
Regular and special thick-walled structure steel pipe, maximum thickness up to 60MM
|
|
Process
|
Hot rolled and Hot Expanded
|
|
Application
|
Our high quality structure steel pipes are highly sought after by customers from petroleum, natural gas, manufacturing, transportation and construction industries.
|
Structural Steel Pipe Applications
|
Oil & Gas Sector
|
|
API
|
5L
|
|
API
|
5CT
|
|
IS
|
1978, 1979
|
|
Automotive Industry
|
|
ASTM
|
ASTM-519
|
|
SAE
|
1010, 1012, 1020, 1040, 1518, 4130
|
|
DIN
|
2391, 1629
|
|
BS
|
980, 6323 (Pt-V)
|
|
IS
|
3601, 3074
|
|
Hydrocarbon Process Industry
|
|
ASTM
|
ASTM-53, ASTM-106, ASTM-333, ASTM-334, ASTM-335, ASTM-519
|
|
BS
|
3602,3603
|
|
IS
|
6286
|
|
Bearing Industry
|
|
SAE
|
52100
|
|
Hydraulic Cylinder
|
|
SAE
|
1026, 1518
|
|
IS
|
6631
|
|
DIN
|
1629
|
|
Boiler, Heat Exchanger, Superheater & Condenser
|
|
ASTM
|
A-179, A-192, A-209, A-210, A-213, A-333, A-334,A-556
|
|
BS
|
3059 (Pt-I Pt-II)
|
|
IS
|
1914, 2416, 11714
|
|
DIN
|
17175
|
|
Railway
|
|
IS
|
1239 (Pt-I),1161
|
|
BS
|
980
|
|
Mechanical, Structural General Engineering
|
|
ASTM
|
A-252, A-268, A-269, A-500, A-501, A-519, A-589
|
|
DIN
|
1629, 2391
|
|
BS
|
806, 1775, 3601, 6323
|
|
IS
|
1161, 3601
|
Application
Agriculture
Automotive
Construction
Energy
Machinery
Oil and Gas
Shoring